

Kako izboljšati proizvodno hitrost ekstruzijske linije WPC Decking?
Optimiziranje proizvodne hitrosti za ekstrudijske linije za talne obloge WPC: obsežen vodnik
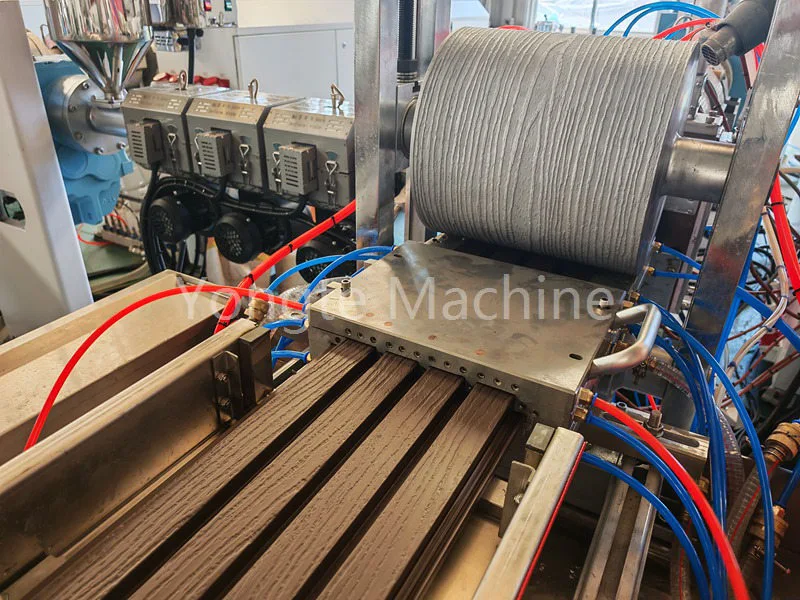
Yongte je profesionalni proizvajalec za visoke hitrostiLinija za iztiskanje WPC talnih oblog z visoko zmogljivostjo za izdelavo visokokakovostnih izdelkov WPC. Da bi povečali hitrost proizvodnje vLinija za iztiskanje WPC talnih oblogS se osrednja strategija osredotoča na pet medsebojno povezanih ciljev: stabilizacijo učinkovitosti plastificiranja, zmanjšanje odpornosti materiala na minimum, omogočanje hitrega hlajenja, zagotavljanje sinhronizacije celotne linije in zmanjšanje časa izpadov – vse to ob upoštevanju strogih standardov kakovosti izdelkov.

I. Formulacija in predobdelava surovin (temelj za gladko iztiskanje)
1. Optimizirajte formulacijo za izboljšanje pretočnosti in toplotne stabilnosti
· Sredstvo za združljivost/povezovalnik: dodajte dovolj PE/PP, cepljenega z anhidridom maleinske kisline (npr. MAH-g-PE), da izboljšate oprijem lesnega prahu in plastike, s čimer zmanjšate aglomeracijo in lomljenje taline.
· Mazivni sistem:
o Notranja maziva (npr. stearinska kislina, PE vosek) zmanjšajo viskoznost taline, s čimer zmanjšajo strižno toploto vijaka in obremenitev glavne enote.
o Zunanja maziva (npr. parafin, oksidirani polietilenski vosek): zmanjšajo trenje materiala na valj/kalup in znižajo pritisk ekstrudiranja.
o Celotno dodano količino je treba nadzorovati v območju 1–3 %, da se prepreči čezmerno zunanje drsenje, ki lahko povzroči razslojevanje in površinske napake.
· Polnilo in lesni prah: vsebnost vlage v lesnem prahu mora biti nadzorovana na ≤3 % z enakomerno velikostjo delcev (80–120 mesh); aktivirani kalcijev karbonat je treba izbrati za zmanjšanje absorpcije olja in povečanje viskoznosti.
2. Mešanje in predplastifikacija (sprednje ozko grlo)
· Visokohitrostno vroče mešanje v kombinaciji s hladnim mešanjem zagotavlja enakomerno mešanje brez mrtvih con, kar preprečuje lokaliziran "mrtev material" ali aglomeracijo.
· Če je to izvedljivo, se lahko vključi postopek predhodnega mletja za taljenje praškastih materialov v granule, kar zagotavlja stabilnejše dovajanje, hitrejšo plastifikacijo in 20–30-odstotno povečanje hitrosti linije.

II. Glavnina in polž ekstruderja (jedrna napajalna enota)
1. Optimizacija vijaka in cevi
· Visoko razmerje stranic (L/D=40–48) in vzporedni dvojni vijaki z visokim navorom so izbrani za izboljšanje strižne in mešalne zmogljivosti, zaradi česar so primerni za formulacije WPC z visokim polnjenjem.
· Kombinacija polža: povečajte prostornino transportnega odseka, optimizirajte postavitev mešalnega bloka/strižnega bloka, zmanjšajte strižno toploto in izboljšajte učinkovitost transporta pod predpostavko plastificiranja.
· Ogrevanje cevi kalupa: uporablja consko natančno regulacijo temperature (PID) s temperaturnimi nihanji ≤±1 ℃ za preprečevanje lokalnega pregrevanja ali nezadostne plastifikacije.
2. Ujemanje hitrosti in obremenitve (ključ do pospeška)
· Hitrost motorja: Postopoma povečajte hitrost, medtem ko ohranjate 70%-90% nazivnega navora in stabilnega toka (PE/PP sistemi lahko dosežejo 150-250 vrt./min).
· Sinhronizacija dovajanja: uporablja se podajalnik za hujšanje, ki je zaprto zanko povezan z vrtilno hitrostjo glavnega stroja, da se zagotovi stopnja polnjenja rež za vijake 70 %–90 %, kar preprečuje "vrtenje v prostem teku" ali preobremenitev.
· Vakuumski sistem: vzdržuje stabilen visok vakuum (-0,08 do –0,09 MPa), takoj odstrani vodno paro in hlapne komponente, zmanjša mehurčke, izboljša kakovost površine in poveča hitrost obdelave.

III. Kalup in nastavitev (določite največjo linearno hitrost)
1. Oblikovanje kalupa in optimizacija kanala pretoka
· Rezalna glava tipa obešalnik in ribji rep, optimizirana s simulacijo CFD, imata gladek pretočni kanal in enakomerno porazdelitev tlaka, kar lahko prepreči sprijemanje materiala in lokalno pregrevanje.
· Razmik matrice je primeren, razmerje stiskanja pa je zmerno (3-5:1), kar zmanjša tlak ekstrudiranja in odpornost na taljenje.
· Ogrevanje kalupa: s consko regulacijo temperature in zadostno močjo gretja je zagotovljena enakomerna temperatura taline v votlini kalupa in dosledna fluidnost.
2. Kalibracijski sistem (osnovno ozko grlo za izboljšanje hitrosti)
· Podolgovata nastavitvena miza (običajno 8–12 m) poveča hladilno površino in kontaktni čas.
· prehod hladilne tekočine:
o Za hitro odvajanje toplote in skrajšanje časa strjevanja se uporablja krožeča voda z visokim pretokom in nizko temperaturo (15–25 °C).
o Večtočkovno pršenje v kalupu in vakuumska adsorpcija zagotavljata, da se profil hitro oprime kalupa, ohranja dimenzijsko stabilnost in preprečuje deformacijo.
· Vakuumska stabilnost: Zagotavlja, da je profil popolnoma adsorbiran v kalupu za oblikovanje z enakomernim hlajenjem, kar znatno poveča hitrost vleke.
IV. Vleka, hlajenje in zadnji del (sinhrono po celotni liniji)
1. Vlečni sistem
· Večvaljni vlečni stroj z visokim trenjem je sinhroniziran z glavno hitrostjo stroja v zaprti zanki (PID) z linearnim nihanjem hitrosti ≤±0,1 m/min.
· Hitrost vleka, ki se ujema s hitrostjo iztiskanja: pod predpostavko, da omogoča hlajenje pri oblikovanju, postopoma povečajte vleko, da dosežete "visokohitrostno iztiskanje + visokohitrostno vleko".
2. Hladilni sistem (sekundarno hlajenje)
· Razširite rezervoar za hladilno vodo s pršenjem (5–10 m), da zagotovite, da se profili hitro ohladijo na sobno temperaturo, potem ko zapustijo oblikovalno mizo, s čimer preprečite poznejšo deformacijo ali slabo rezanje.
· Pomožni hladilni ventilator: površinsko prisilno hlajenje z zrakom za izboljšanje učinkovitosti hlajenja.
3. Rezanje in paletiranje (zmanjšanje izpadov)
· Proizvodnja poteka neprekinjeno brez ustavljanja.
· Optimizirajte parametre rezanja, da zmanjšate robove in odpadke ter zmanjšate pogostost menjave orodja in čiščenja.
· Avtomatsko paletiranje/zlaganje: zmanjša ročno posredovanje in izboljša učinkovitost proizvodnje.

V. Nadzor procesa in inteligenca (stabilizirano pospeševanje)
· Optimizacija temperaturne krivulje:
o Cod: nizka temperatura v dovajalnem delu (proti premostitvi) → postopno segrevanje v plastifikacijskem delu → konstantna temperatura v homogenizacijskem delu → nekoliko višja v glavi matrice (za ohranjanje fluidnosti).
o Izogibajte se vzorcu "nizek spredaj, visok zadaj", da preprečite nezadostno plastifikacijo in skoke pritiska.
· Spremljanje tlaka:
Vzdržujte tlak glave matrice v razumnem območju (npr. 10–18 MPa). Če pride do večjih nihanj tlaka, zmanjšajte hitrost ali preglejte formulacijo/kalup.
· Integrirano krmiljenje sistema:
PLC upravlja vse komponente, vključno z gostiteljem, podajanjem, vakuumom, vleko, hlajenjem in rezanjem z zagonom/ustavitvijo z enim dotikom in prilagajanjem parametrov v realnem času.
· Spletni pregled:
lasersko merjenje premera, povratne informacije o debelini/širini v realnem času, samodejno fino prilagajanje vleke/temperature, zmanjšanje odpadkov in izpadov za prilagoditve.

Povzetek
Da bi dosegli celovito optimizacijo, morajo izboljšave zajemati več kritičnih področij: formula in predobdelava surovin, konfiguracija glavnega stroja za ekstrudiranje in polža, sistemi za načrtovanje in oblikovanje kalupov, vlečno hlajenje in nadaljnji procesi, kot tudi krmiljenje procesov in inteligentni sistemi upravljanja. Prvič, optimizacija formule materiala za izboljšanje fluidnosti in toplotne stabilnosti – v kombinaciji z natančnim mešanjem in predplastifikacijo – vzpostavlja temeljno osnovo za gladko iztiskanje. Drugič, nadgradnja sklopov vijačnih cevi ob zagotavljanju optimalnega ujemanja hitrosti in obremenitve služi kot ključno gonilo za povečanje hitrosti. Tretjič, sofisticirana zasnova kalupov, optimizacija pretočnih kanalov in izboljšave vakuumske mize za oblikovanje delujejo kot ključni dejavniki za povečanje hitrosti linije. Poleg tega optimizacija procesov na nižji stopnji – ki vključuje vlečne sisteme, hladilne linije in avtomatizirano rezanje/paletiranje – omogoča sinhronizacijo celotne linije in zmanjšuje izpade proizvodnje. Nazadnje, napreden nadzor procesov in inteligentne tehnologije zagotavljajo stabilno in dosledno proizvodnjo, s čimer uresničujejo trajnostne izboljšave hitrosti brez ogrožanja kakovosti izdelkov.
Povezane novice
- Rešitev za težave pri proizvodnji ekstruderja WPC
- Kateri material je mogoče uporabiti v stroju Yongte WPC?
- Proizvodna linija za recikliranje odpadnega tekstila je bila uspešno testirana
- Primerjava WPC v zaprtih prostorih in WPC na prostem
- Obvestilo o sprejemnem poskusu za projektno opremo za recikliranje in ponovno uporabo odpadnih oblačil
- Yongte Cement Bag Rešitev za recikliranje: spremenite odpadke v visokokakovostne plastične ograjne stebre
Pusti mi sporočilo











