

Tehnična rešitev za reševanje neuravnotežene hitrosti iztiskanja ekstruzijske linije za plastične profile s štirimi votlinami
Tehnična rešitev za reševanje neuravnotežene hitrosti iztiskanja ekstruzijske linije za plastične profile s štirimi votlinami
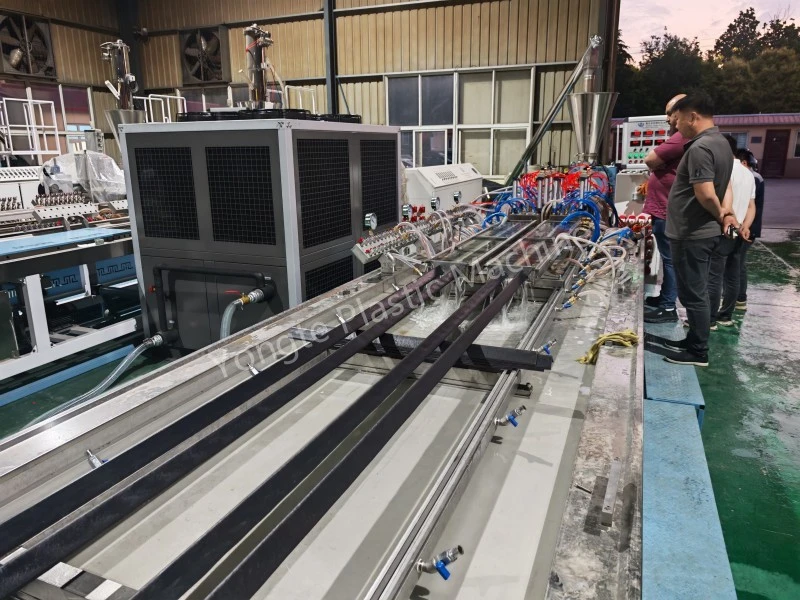
V proizvodnem procesu iztiskanja plastičnih profilov s štirimi votlinami je neuravnotežena hitrost iztiskanja med štirimi votlinami pogosta tehnična težava. Ta težava bo neposredno povzročila nedosledno dimenzijsko natančnost izdelka, neenakomerno debelino stene, okvarjene profile in zmanjšan izkoristek proizvodnje, kar bo resno omejilo stabilnost in učinkovitost množične proizvodnje. Na podlagi dejanskih proizvodnih materialov in specifikacij izdelkov strank je inženirska ekipa Yongte razvila ciljno usmerjeno profesionalno optimizirano matrico in načrtovalno shemo podpornega sistema za temeljito rešitev problema nedosledne delovne hitrosti profilov s štirimi votlinami, s čimer se uresniči visoko natančna, stabilna in sinhrona proizvodnja ekstruzijskih linij s štirimi votlinami.
1. Ozadje tehničnih težav
Tradicionalne integrirane ekstruzijske matrice s štirimi votlinami imajo integrirano strukturo ogrevanja in nadzora pretoka. Zaradi dejavnikov, kot so neenakomerna porazdelitev toka taline, temperaturno odstopanje lokalnih območij matrice in napake pri sestavljanju obdelave, je hitrost iztiskanja štirih votlin nagnjena k nedoslednosti med neprekinjeno proizvodnjo. Odstopanje hitrosti med votlinami bo povzročilo razlike v hitrosti oblikovanja profila in krčenju pri hlajenju, kar bo povzročilo napake v kakovosti serije, kot so zvitost, deformacija, velikost zunaj tolerance in neenakomerna ravnost površine končnih izdelkov, ki ne morejo izpolniti zahtev visokega standarda proizvodnje plastičnih profilov.
2. Profesionalna optimizirana načrtovalska shema
V kombinaciji z lastnostmi surovin stranke, parametri strukture izdelka in proizvodnimi pogoji na kraju samem so inženirji Yongte izvedli ciljno prilagojeno zasnovo za strukturo matrice, nadzor pretoka, vlečno rezanje in pomožni transportni sistem s podrobnimi tehničnimi rešitvami, kot sledi:
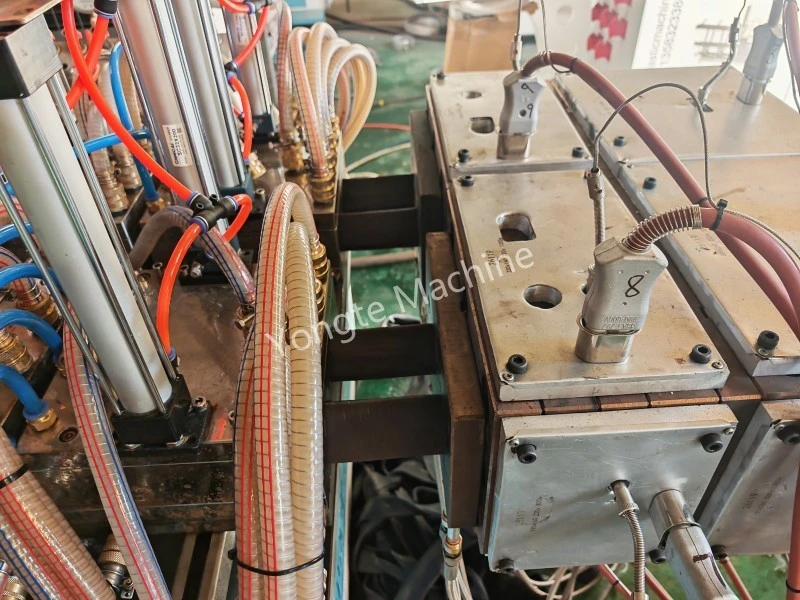
2.1 Struktura telesa dvojne matrice z neodvisnim nadzorom temperature
Prvotno integralno telo matrice s štirimi votlinami je optimizirano za advojna neodvisna struktura telesa matrice, pri čemer je vsako telo matrice opremljeno z dvema ekstrudiranima votlinama. Dva niza teles matrice sta popolnoma neodvisna v konstrukcijski zasnovi in sistemu za nadzor temperature. Vsako telo matrice je konfigurirano z neodvisnim grelnim modulom in enoto za nadzor temperature, ki lahko izvaja ločeno natančno nastavitev temperature in konstanten nadzor temperature. Ta zasnova učinkovito rešuje problem nekonsistentne fluidnosti taline, ki jo povzroča integralno odstopanje temperature matrice, stabilizira stanje taljenja plastike vsake votline od vira in odpravlja temeljni vzrok razlike v hitrosti med različnimi telesi matrice.

2.2 Neodvisni mehanizem za nastavitev pretoka za enojno telo matrice
Vsako neodvisno telo matrice je opremljeno s posebno napravo z matico za nastavitev pretoka. Za odstopanje hitrosti obeh votlin znotraj istega posameznega telesa matrice, ki ga povzročajo majhne razlike v pretoku in napake pri montaži, je mogoče sprotno natančno nastavitev izvesti z matico za nastavitev pretoka. Z natančnim prilagajanjem pretoka dovajanja taline v eno samo votlino je mogoče vzdrževati hitrost iztiskanja obeh votlin v istem telesu matrice popolnoma sinhrono, s čimer se izvede kalibracija hitrosti votline na mikro ravni in zagotovi enakomernost izhoda iztiskanja in hitrosti oblikovanja vsake votline v isti skupini.
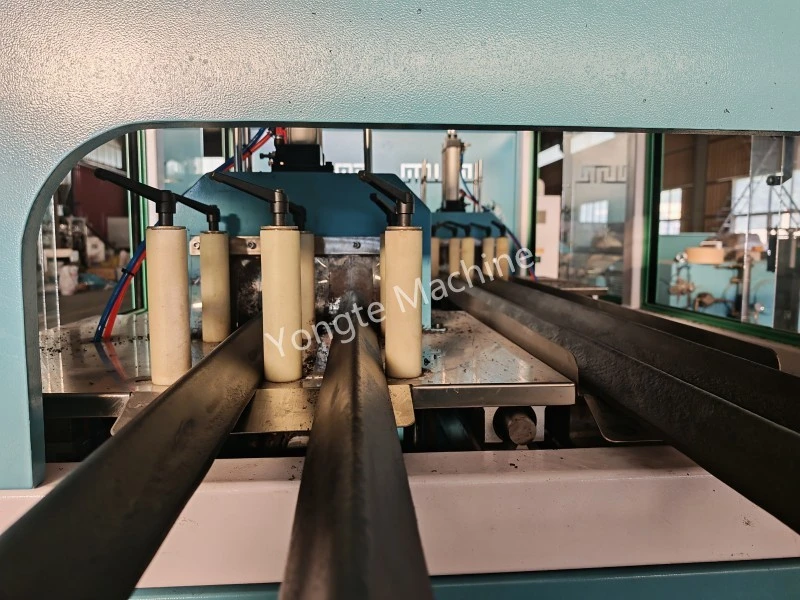
2.3 Dvojni neodvisni sistem za nadzor hitrosti vleke
Dvojni sklopi neodvisnih vlečnih sistemov so konfigurirani tako, da se ujemajo s telesom dvojne matrice in postavitvijo votline z dvojno skupino. Za razliko od tradicionalnega enojnega vlečnega načina, ki hkrati poganja štiri votline, dva kompleta vlečne opreme delujeta neodvisno z ločenima programoma za nadzor hitrosti. Sistem lahko neodvisno prilagodi hitrost vleka dveh skupin profilov z dvema votlinama glede na dejansko hitrost iztiskanja obeh teles matrice, pri čemer doseže dinamično ujemanje hitrosti iztiskanja in hitrosti vleke, se izogne raztezanju profila, krčenju in dimenzijskemu odstopanju, ki ga povzroči asinhroni vlek, ter dodatno zagotovi konsistentnost splošne hitrosti štirih votlin.

2.4 Neodvisni sistem rezanja s fiksno dolžino
V skladu z dvoskupinsko ekstruzijsko in vlečno strukturo sta dva sklopa neodvisnih rezalnih sistemov opremljena za ločeno rezanje na določeno dolžino. Vsak rezalni sistem neodvisno sledi in se prilagaja hitrosti teka in podajalnemu hodu ustrezne skupine profilov. Neodvisni način nadzora rezanja odpravlja napako pri rezanju in nedoslednost dolžine, ki jo povzroča enotno rezanje profilov z majhnimi razlikami v hitrosti, zagotavlja natančnost rezanja s fiksno dolžino vsakega profila votline in izboljša stopnjo kvalifikacije izdelka.
2.5 Ujemanje avtomatskega sistema za transport in zlaganje
Konfigurirana sta dva kompleta neodvisnih regalov za transport in zlaganje, ki se natančno ujemajo z dvojnimi rezalnimi sistemi. Po zaključku rezanja fiksne dolžine z opremo za rezanje, oprema za transport in zlaganje samodejno zaključi delo sprejemanja, transporta in zlaganja materiala ustrezne skupine profilov. Sinhrono in neodvisno delovanje transportnega sistema preprečuje kopičenje materiala, ekstruzijo in zmedo pri transportu, ki jo povzroča asinhrona hitrost različnih profilov votline, zagotavlja nemoteno in neprekinjeno delovanje celotne proizvodne linije ter uresničuje avtomatizirano in urejeno proizvodnjo.

3. Tehnične prednosti in proizvodni učinki
Z zgornjim sistematičnim prilagojenim dizajnom je problem nedosledne hitrosti ekstrudiranja štirih votlin pri proizvodnji plastičnih profilov popolnoma rešen. Neodvisna regulacija temperature z dvojno matrico + fina nastavitev pretoka v eni skupini + dvojni neodvisni vlečni in rezalni sistem tvori sistem za umerjanje hitrosti s polno povezavo in sinhroni nadzorni sistem. Shema ima naslednje bistvene prednosti: prvič, uresničuje izvorni nadzor pretoka taline in temperature ter odpravlja začetno razliko v hitrosti iztiskanja; drugič, realizira dinamično fino prilagajanje hitrosti v proizvodnem procesu, da se zagotovi dolgoročno sinhrono delovanje štirih votlin; tretjič, ujemajoči se avtomatizirani pomožni sistem izboljša stabilnost proizvodnje in doslednost končnih izdelkov.
Po preverjanju proizvodnje na kraju samem ta optimizirana zasnova učinkovito zmanjša toleranco dimenzij in stopnjo napak pri oblikovanju profilov s štirimi votlinami, izboljša splošno stabilnost proizvodnje in učinkovitost proizvodnje ekstrudijske linije ter je primerna za dolgoročno in velikoserijsko standardizirano proizvodnjo različnih plastičnih profilov.

Povezane novice
- Dostava proizvodne linije za plastične profile s 4 votlinami v Jordanijo po uspešnem zagonu
- Profesionalne rešitve za porumenelost, proge in razpoke zaradi krhkosti lesno-plastičnih kompozitnih površin vrat
- Stroj za iztiskanje profilov iz reciklirane plastike s 4 votlinami doseže visoko hitrost 8 metrov/minuto
- Rešitev za težave pri proizvodnji ekstruderja WPC
- Kateri material je mogoče uporabiti v stroju Yongte WPC?
- Proizvodna linija za recikliranje odpadnega tekstila je bila uspešno testirana
Pusti mi sporočilo











